- トップ >
- データベース(職業能力開発支援情報) >
- 専門課程・応用課程課題情報検索 >
- 課題情報を検索する >
- 課題の要約
赤外線通信走行玩具の自動組立生産システムの開発(H19)
| 大学校及び設置科 | 北陸職業能力開発大学校 生産システム技術系共同開発 |
|---|---|
| 課題実習の前提となる科目または知識、技能・技術 | 生産機械システム技術科(機械設計、機械加工、組立、自動化の技術)、生産電子システム技術科(電子回路、制御、情報通信の技術)、生産情報システム技術科(生産管理、ネットワーク、データベース、画像処理の技術) |
| 課題に取り組む推奨段階 | 応用課程2年次 |
| 課題によって養成する知識、技能・技術 | 生産機械システム技術科(自動化システム設計、精密加工等の技術)、生産電子システム技術科(センサ、アクチュエータ、PLC制御等の技術)、生産情報システム技術科(生産管理システム構築、ネットワークシステム構築等の技術) |
製作の目的と概要
なお、組立てる製品は軽量で小さな部品からなる赤外線通信走行玩具(以下、走行玩具という)です。
成果
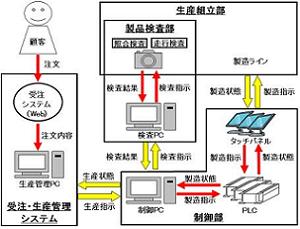
?受注・生産管理システム
生産する走行玩具(図3参照)は10車種あります。生産管理PCはWebの受注画面から顧客が指定する車種、数量、通信バンド種別および納入期日を基に日別の生産計画を立案し、“どの製品”を“いつまでに”、“どれだけ”、“出荷順に”生産するかを立案し、組立ラインに指示します。また、顧客情報や部品の在庫・発注管理に加え、生産状況なども一元管理します。
?組立ラインと制御システム
組立ラインはシャーシ、モータ、ギア、車輪に加え10種類の製品を全8工程で組立、検査を行います。作業は8分割割出しロータリーテーブル方式を採用し、テーブルが1周するごとに製品1個を生産します。
制御システムの構成は、生産管理PCと生産情報を通信する制御PCを上位に、下位に4台のPLCおよび生産状況のモニタリングや各機器の操作を行うためPLC1台ごとにタッチパネルを1台用いています。
?検査システム
検査には画像処理による受注製品の照合検査と検査用PCが赤外線通信でリモコン操作し、完成品を車種別の格納庫に誘導する走行検査があります。