- トップ >
- データベース(職業能力開発支援情報) >
- 専門課程・応用課程課題情報検索 >
- 課題情報を検索する >
- 課題の要約
作業者と機械の協調によるTIG溶接の検討(H18)
| 大学校及び設置科 | 九州職業能力開発大学校 生産システム技術系共同開発 |
|---|---|
| 課題実習の前提となる科目または知識、技能・技術 | 機械技術(機械設計、機械加工、自動化機器)、電気・電子技術(シーケンス制御、位置決め回路設計技術) |
| 課題に取り組む推奨段階 | 機械技術(応用課程1年次の技術内容を習得後) |
| 課題によって養成する知識、技能・技術 | 自動機の開発を通して、設計、製作及び組立・調整等の総合的な実践力を身に付ける |
製作の目的と概要
そこで、一般作業者が高付加価値製品のものつくりに対応できる手法として作業者と機械の協調溶接作業を考え、両者の協調によるTIG溶接に関して検討を行ないました。
ここでいう作業者と機械の協調溶接とは、作業者の優れる五感を介した制御能力と機械の優れる高速及び安定した運動を組み合わせた新しい考え方の溶接を指しています。
製品の組立てに機械との協調による溶接を適用することで、技能レベルの高くない作業者でも高品質な溶接が期待できると考えます。
成果
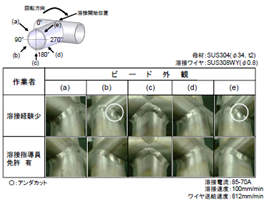
図2は溶接経験の少ない作業者(学生)と溶接指導員免許を有する作業者が行った協調溶接による十字継手管のビード外観の写真です。溶接経験の少ない作業者が行ったビードの外観写真は12回目の溶接のときのものですが、溶接中の電極やワイヤ狙いなどの複合的な操作が難しかったため、(b)及び(e)に示す箇所においてアンダカットが発生しました。
しかし、溶接経験の少ない作業者でも、わずかな練習で写真に示すような品質の溶接が可能となったことから、本システムを利用する溶接の有効性が確認できました。