切削加工実験支援システム実践報告◆5
- ポリテクカレッジ京都(京都職業能力開発短期大学校)村上 智広
1.はじめに
本教材は,切削抵抗測定用の「自動計測装置」と「その場観察装置」からなり,実験を効率的かつ印象深く行うことを目標に製作したものである。既存の実験装置に,パーソナルコンピュータ(以下パソコンという),市販のポータブル・プロジェクションTVならびに自作の運用プログラムを組み合わせている。
実験の効率化を目指した理由は,過去の実験レポートからみて,ある程度の実験数(切削数)をこなさなければ,加工現像に対する考察が充実したものにならないと判断したからであり,そのために93年度からパソコン計測を導入した。
印象的な実験を目指した理由は,切削に対する学生の認識を「地味で単調な現象」から「変化に富んだ興味深い現象」へと切り替えたいと考えたからであり,そのためにポータブル・プロジェクションTVによる切削抵抗値の「その場観察」を思い立ち,94年度より授業で用いている。
2.教材製作の経過
教材製作の直接的な動機から,現在の姿に至るまでの簡単な経過を次に列記しておく。
- 1990年
- 卒業研究のテーマとして熱処理材の切削抵抗に関する調査を指導した際,手作業によるデータ処理の限界ならびに自動化の必要性を痛感する。
- 1991年
- 主分力の測定記録をパソコン処理するためのプログラムを作成。
- 1992年
- 前年作成したプログラムをもとに主分力,送り分力,背分力の3分力が同時に測定できるように改良。
- 1993年
- 授業での使用を開始。メッセージの不備や操作性の悪い部分がかなり目につく。
- 1994年
- メッセージや操作法を改良する。また,ポータブル・プロジェクションTVの存在を知り,これを「その場観察装置」として組み込む。
3.教材の主な機能
3.1 切削抵抗の自動計測
次の処理をパソコンで行えるようにした。
- (1) 切削抵抗の推定値計算
- (2) 自動計測・保存ならびに計測データの加工
- (3) 測定結果の出力(グラフ表示,データプリント)
プログラムは,OSとしてMS-DOS ver3を使用し,プログラム言語はN88-BASICを使用し製作した。メインプログラムにおいてメニュー表示・選択を行い,サブプログラムで各種の処理を実行するものである。測定精度,処理速度については誌面の都合で省略する。
3.2 切削抵抗の「その場観察」
ここでいう「その場観察」とは,メガネに内蔵されたポータブル・プロジェクションTVを用い,「切削現像」と,そのときの「切削抵抗値」を同一視野で確認するものである。このシステムにより,普段なにげなくながめている「切削現象」を,従来にない新しい視点で「観察」することができる。
【参考】「ポータブル・プロジェクションTV」は,「Virtual Vision Sport」という商品名でアメリカにおいて開発され,1994年3月に国内販売が開始された装置である。携帯性,視認性などで若干の改良の余地はあるように思えるが,ある動作をしながら,同一視野内でその動作に関するなんらかの情報のモニタリングが可能であ。本教材「切削抵抗のその場観察」はその一例といえる。今後,技能訓練,障害者訓練,スポーツトレーニングなどで大いに活用されるべき装置だと考えている。
4.主な工夫点
4.1 その場観察
切削現象を従来にない視点で提示するために,ポータブル・プロジェクションTVによる測定値のリアルタイム表示ができるようにした。
また,その際の視認性を確保するために,切削実験モードより「大きい文字」「太い線」で表示した。同じ理由で画面へ表示する情報は,必要最小限(折れ線,切削抵抗値のみ)にした。
4.2 安全
(1) 切削抵抗値の事前計算
切削抵抗推定値の計算(横浜国大の式による)により,実験条件に無理がないか事前に点検できるようにした。本プログラムでは,主分力が150kgf{1500N}を超える場合は,指導者と相談するようメッセージを出している。
(2) 切削前の安全確認
測定開始前に,保護メガネ・作業帽の着用,切削箇所(その場観察の場合)の確認を要求した。
また,通常の確認は「Y」リターンとしているが,安全確認時は「OK」リターンを要求した。
4.3 精度
(1) 0点補正
動ひずみ計で除去しきれない0点誤差はプログラム側で自動測定し,補正するようにした。
(2) 測定開始時
測定開始前に,切削負荷の安定を待つ「待ち時間」を設けた。
4.4 操作性
(1) 操作メッセージ
各画面の操作に必要と思われる情報はすべて「ピッ」音とともに,ほぼ同一の書式でメッセージを出した。
(2) 計測の自動スタート
一定の負荷を検出すると,「自動的に測定」を開始し,一定回数データを採取した後に測定を終了するようにした。簡単かつ,人為的なミスを除去するためである。
(3) データプリントは2タイプ
測定モードでは,速報的な平均値だけ印字の「ショートタイプ」,データプリントモードでは,全データ印字の「ロングタイプ」とした。
5.利用状況
対象者は本校生産技術科の学生で,2年時の機械加工実験のテーマの1つである「切削抵抗の測定」実験の支援システムとして用いている。1993年から自動計測装置,1994年からは「その場観察装置」を追加し授業で利用している。その結果は概略次のようなものである。
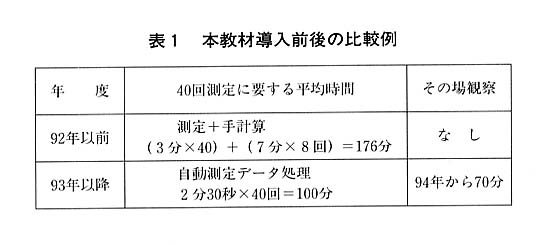
5.1 実験効率
手計算の時間がカットできるため,1つの測定結果を得るのに要する時間が大幅に短縮できた。しかも,測定後即座にデータ処理結果がわかるので,条件設定等における人為的な誤りは,ほとんど実験中に発見できるようになった。授業を集中実習期間に実施しているので,これらの効果は大きい。この結果以前より多くのデータ数をこなせるようになった。
表1中の,手計算の回数8は40データを5名で手分けした場合のものである(40データ÷5名=8)。「その場観察」時間は,5名が交代で各自3回ずつ観察した場合の合計時間である。
5.2 正確さ
従来は,記録紙上の折れ線を「ものさし」で読み取っていた。読み取り値に個人差がでるため,測定値のばらつき要因になっていた。自動計測によりこれを排除できた。
また,従来時々みられた,記録紙の紛失,目盛りの読み取り間違い,手計算の間違いなどの人為的ミスが「自動化」により回避され,実験データへの信頼性が向上した。
使用している動ひずみ計は構造上,数10mV程度の0点誤差が残る。これをコンピュータ側で計測・補正することによって,正確さは向上した。
5.3 受講姿勢
「その場観察」の実施によって,全員が切削に参加するようになった。従来は作業を分担するグループが多かった。
また,学生は切削現象を新鮮な目で見るようになった。具体的には,切削時の「音」「振動」「切り屑形状」等が切削抵抗値と関係していることを実感し,実験以後注目するようになった。さらに鋳鉄,銅,アルミニウムなど他の材料も試してみたいという要望ができるようになった。これは,過去なかったことである。
実験態度,質疑応答,レポートの内容を総合すると,本教材導入後,切削実験ならびに切削現象への理解度や興味は確実に高まったと判断している。
6.今後の検討課題
(1) 入力情報の追加
切削抵抗以外に,主軸回転数,送り速度,切削部の温度などの追加が考えられる。
(2) フィードバック機能
現在は,測定ならびに観察を支援しているわけであるが,これをさらに一歩進めて,測定値の良否をコンピュータ側である程度行い,その結果を実験者に送り返すことが考えられる。例えば切削条件に関するデータベースをコンピュータに登録しておき,測定データとの照合・判断結果を実験者に送り返すことは,一定の作業条件の範囲内であれば可能と考える。
7.おわりに
授業における本教材の利用結果は,効率的かつ印象的な実験を行うという,当初の目標をほぼ満足するものであった。
「切削現象の観察」「結果についての考察」といった実験者の主体的な検討を充実させるための支援システムとして今後も活用し,また改良を加えていきたい。
[謝辞]
本教材の製作過程においては,多くの方々の協力を得ている。特に,モニタを努めてくれた学生諸君,卒業生の安井秀樹君,林一志君,職場の先輩諸氏,およびポータブル・プロジェクションTV紹介者の福田文典氏からは多大なる協力あるいはご指導を受けており,ここに深くお礼を申し上げます。