パラレル入力シリアル処理教材―制御対象教材―教材開発
- ポリテクセンター富山(富山職業能力開発促進センター)浅田 悦夫
1.はじめに
プログラマブルコントローラ(通称PLC)による制御対象教材は,各社からいろいろと開発,市販されている。その多くの教材は,1個のワークを対象に,搬送,検査,仕分け,格納等の制御を行う教材が多い。今回の教材は,このような制御に加え,複数個の製品(例えば1バイト単位,または1ワード単位)の検査をある工程で同時に入力処理(パラレル処理)して得たデータをもとに,別工程で1個1個のデータとして取り出し処理(シリアル処理)をする方法を体験できることを主目的に製作した。
これに加え,PLCの応用命令,空気圧シリンダの種類と使用例,ABR接続3位置切換え弁を含んだ速度制御の仕方等も学べる教材とした。
また,誤操作・誤動作対策,機器等間の衝突防止対策等の安全教育も併せて教育できるよう考案した。
今回は,この教材をPLCの制御対象教材として使用した例をもとに述べる。
2.概要
(1) 本体寸法・重量
700×600×270mm,約20kg
(2) IO点数 入力点数 29点
出力点数 12点
(制御するには,必要に応じて入力スイッチと出力表示の点数が必要である)
(3) ベルトコンベア部
表裏判別部に設けた8個のカラーマークセンサが,同時に8個のワークの表裏状態を取り込む。
このセンサは感度調整が可能である。
(4) 製品搬送装置部
ベルトコンベア端に送られたワークを,表裏判別部で得たデータをもとに表裏を統一して荷台部に並べ換える。
駆動はABR接続3位置切換え弁による。ワークの裏返しは,ロータリシリンダで行う。
(5) 荷台(パレット)部
パレット台の移動は,DCモータによる。
移動量の制御は,パルス(1mmパルス)による。
パルス幅は,図2のとおりである。
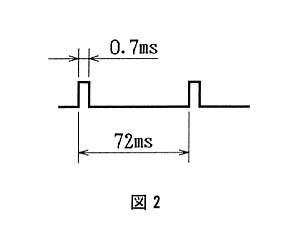
ワークの荷台部への並べ方は,4個×2列とする。
(6) ワーク
2cm角の立方体で,対面が自と黒に塗り分けられている。
(7) 端子台
PLC接続用としてハーモニカ端子台を,マイコンまたはパソコン接続用として16ピンヘッダ端子を6個持つ。
3.活用方法
- (1) PLC,マイコンまたはパソコンの制御対象教材として使用する。
- (2) PLC等との配線接続作業を行うことにより,配線作業上での注意点や確認事項を学ぷ。
- (3) 講師が受講者の能力に合わせ段階的に制御課題を提示することで,回路設計の実力を養成する。
- 制御課題の例としては,
- a.荷台の移動は行わず,1個のワークを投入するごとにセンサで白黒を判別し,荷台部に白の面を上にして置く(教材になれる)。
- b.受講者の作成したプログラムで3位置切換え弁が安全上正しく使われているかを考えさせる。
- c.荷台の移動をタイマを使って行い,前項の動作を行い,荷台部上に白の面を上にしてワークを8個並べる。
- d.PLC内蔵の動作モード等の機能を使ったプログラムを作成する(これらが従来から行われてきた動作で,ここではシリアル処理ということにする)。
- e.連続にコンベア部に投入されたワークを表裏判別部に8個取り込み,上面が白か黒かの状態をセンサで同時に取り込み,製品搬送部ではそのデータからワーク1個1個状態を取り出し,荷台部に白の面を上にして並べる(パラレル入力シリアル処理という)。
- f.作業効率を上げるように,順次送りや,並進動作を取り入れる。
- g.高速カウンタを使用しパレット台の位置制御を行う(パルス幅が狭いので一般のカウンタでは読みとれないため)。
- h.安全,誤動作対策を考えた回路設計をしているか検討し修正する。
- (4)空気圧機器制御の教材として使用する。
-
- a.各種アクチュエータの使用法
- b.位置センサ(シリンダスイッチ)の調整法
- c.スピードコントロールの調整法
- d.製品搬送システムには,3位置エキゾーストセンサ(ABR接続)を使用しているので,飛び出しのないような制御を考える。また,中間停止時の再起動の方法を学ぶ。
- e.他の3位置切換え弁を準備して,取り換えることによりその使用法の特徴を学ぶ。
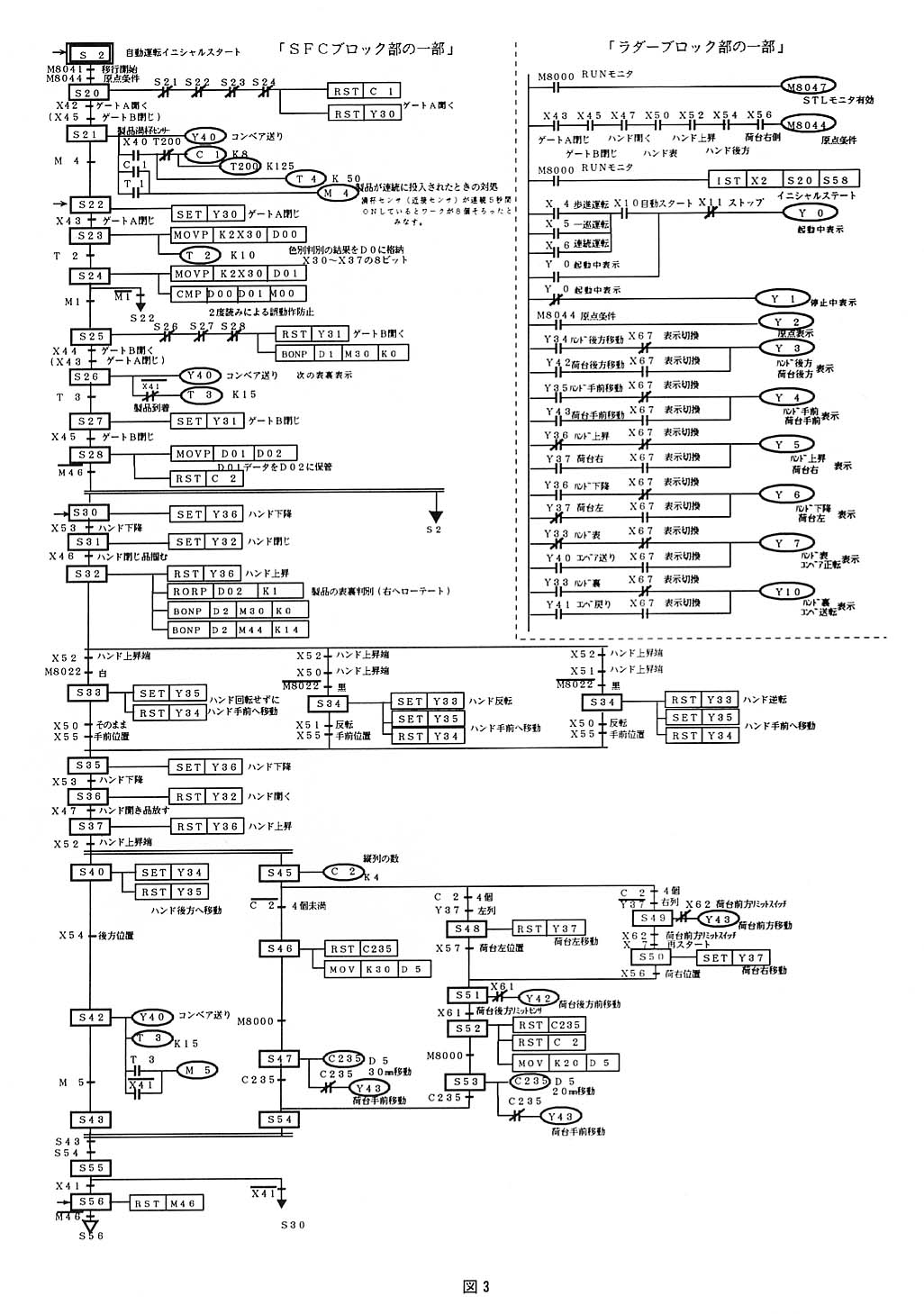
4.具体的な例(シーケンス関係)
図3は,三菱製シーケンサFX2の運転モード選択機能を使ったSFC図で作った自動運転部のプログラム例である。
5.使用結果
- (1) 各種課題の提示方法を対象者に応じて変えられるため,問題解決能力を養成できる。
- (2) 段階に応じた回路設計能力を養成できる。
- (3) SFCにおけるラダーブロック部とSFCブロック部の役割分担について理解することができる。
- (4) 不具合い時の処置を考える。
- 例えば,
- a.ワークが間隔をあけずに投入されたときどのように数えるか?
- b.8個未満のワークが投入されなかったときはどう処置するか?
- (5) 実際の工場等で使用される制御機器を取り入れたので,機器の取扱い訓練などで,OFF-JT訓練の効果がある。
- (6) FAモデルとしても活用でき,他のモデルとの連結を考える能力を養成できる。
- 例えば,
- a.ロボットを連結し,パレットを運ぶにはどうするか?
- b.ワークの投入の仕方をどうするか?
- c.生産データの取り方およびまとめ方
6.おわりに
現段階では,パレットに置いたワークを取り去ることと,ワークの投入を入力に頼らなければならない。今後は,この点を考え,FMSの教材の一部としても使えるよう構築していきたい。