労働大臣賞入選 テーパ・勾配測定器特集
- 職業訓練教材コンクール[1]2
- 栃木県立県央高等産業技術学校 斎藤 力・山本 好孝
1.はじめに
本県における普通課程高等コース機械加工科の実技指導においては,他県の例にもれず普通旋盤およびフライス盤の標準作業課題を設定し,これにあたっている。
旋盤作業やフライス盤作業を指導しながら,テーパ加工や勾配加工の採点においては,ゲージ合わせなど簡易的な測定法を用いてきた。加工の正確さを習得させるには,正確に測定し,加工の誤差を数値で表す必要があると考えていた。テーパや勾配の測定において,より簡便で正確な測定法がないか,またそれに代用できるような測定器はないか模索していた。
2.製作の経緯
2.1 製作の動機
旋盤作業で,はめ合わせを要しないオスのテーパ単体の測定には,大変な煩雑さを必要としたため,簡易的に小端部の径とテーパ部の長さを測定し,採点を行っていた。
また,フライス盤作業において,勾配を含むオス,メスの組み合わせ課題の採点方法は「勾配については,すきまゲージでそのすきまを測定すること」としていたため,特に問題はなかった。しかし,単体の採点方法は「勾配は長さ30㎜に対する振れを見る(±0.02)」としてきたため,被測定物をバイスに取り付け,フライス盤のテーブル移動量とダイヤルゲージの変位量により測定したり,定盤上の被測定物にダイヤルゲージをあて,簡易的に測定をしていた。これらの方法では,測定は煩雑であったり,正確さを欠くなど欠点が多かった。
勾配の測定においては,移動量(長さL)と変位量(高さH)が正確に測定できればよいわけである。つまり,被測定物をのせたテーブルが平行に移動し,その移動量と変位量を正確に測定できるような簡易的装置(測定器)があれば便利なのではないかということで,本器を製作するに至った。
移動量と変位量がわかれば,角度も割り出せることになる。旋盤作業における単体のテーパ加工の採点においても活用できるのではないか。また偏心量の測定にも便利なのではないかという理由で,付加的にテーブルに2個のVブロックを取り付けた。
2.2 機器の構成
本器の構成は図2(各部の名称および主要寸法)のとおりであるが,次に主要部品の説明を若干述べる。
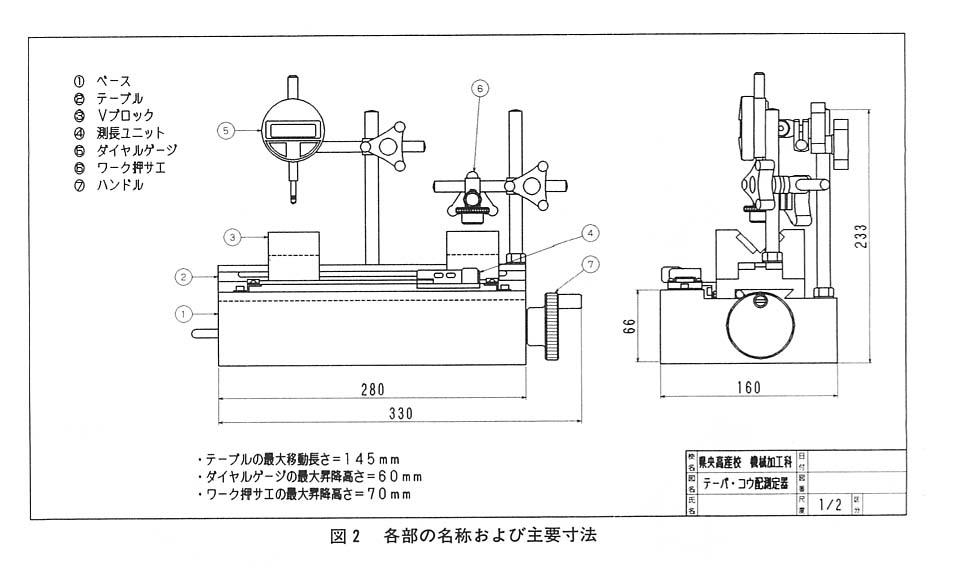
(1) べース
ベースは箱型にする必要があり,軽量化と最小限の強度を得るためアルミニウム材(A5052)を使用した。摺動面を含むため耐摩耗性に関しては劣るが,本器は試作的な意味合いが強かったため,加工性を優先した。なお,テーブル,Vブロックの素材の選定についても同様である。
(2) テーブル
ベースとの組み合わせはあり溝とし,調整は真鍮のかみそりを使用した。テーブル上面は,被測定物との接触が頻繁なため,耐摩耗性を得るべく鋼製とした。また,被測定物を簡易的に固定するため,テーブル全長にわたって,中央部に板状のマグネット(W10mm×H4mm)を埋め込んだ。
テーブル上面に関しては,平面を持った被測定物の固定と測定精度を確保するため,本器の構想および製作の段階で最も苦慮した点で,何度か試行錯誤を繰り返した。
(3) Vブロック
円筒形の被測定物の固定のため取り付けた。テーブルと同様の理由から,被測定物と接触するV溝部は鋼製とした。また,テーブルへの取り付け精度は,Vブロックの底面とテーブル上部をまたいでいる側面で確保した(テーブル上面とVブロックは非接触)。
(4) ダイヤルゲージおよび測長ユニット
正確な移動量と変位量を確保するため,デジタル式を使用した。
・ダイヤルゲージ
ミツトヨ製 IDS-1012
・測長ユニット
ミツトヨ製 SD-15
(5) テーブル送り装置
測定器としての精度およびテーブルを送る際の滑らかさを確保するため,ボールねじを使用した。
・ボールねじ
TSUBAKI製 14RSB5
(D=14mm,P=5mm)
3.本器の使用法
本器を使用しての勾配,テーパ,偏心量の測定方法は次のとおりである。
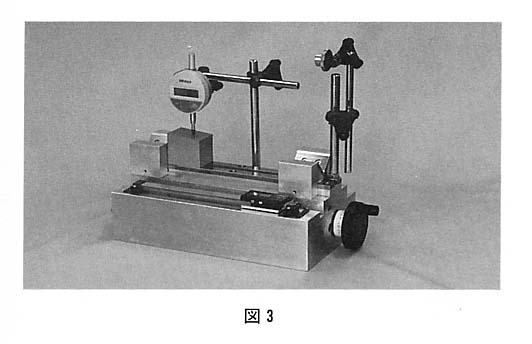
3.1 勾配の測定方法
① 被測定物をテーブルにセットする。Vブロックの一方を利用し,テーブルの移動方向に対して振れが出ないように取り付ける(図3)。
② ダイヤルゲージおよび測長ユニットをゼロにセットする。
③ ハンドルを回し,テーブルを規定量(L)移動させる。
④ ダイヤルゲージの変位量(H)を読み取る。
勾配=H/L
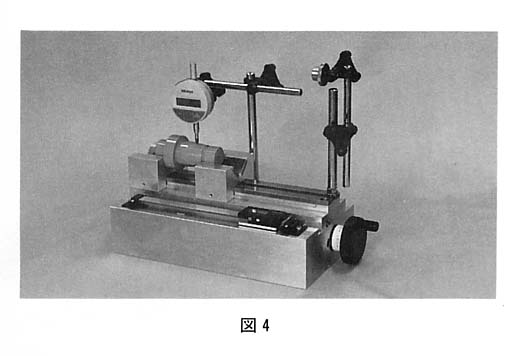
3.2 テーパの測定方法
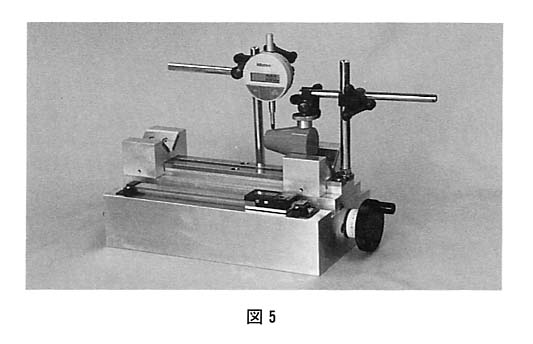
① 被測定物をVブロックにセットする。同心,同径の部分があるものは2つのVブロックを利用する(図4)。また,同心,同径の部分がないものは,ストレートの部分を押さえによりVブロックに固定する(図5)。
②~④までは,勾配の測定方法と同じ。
tanθ=H/L
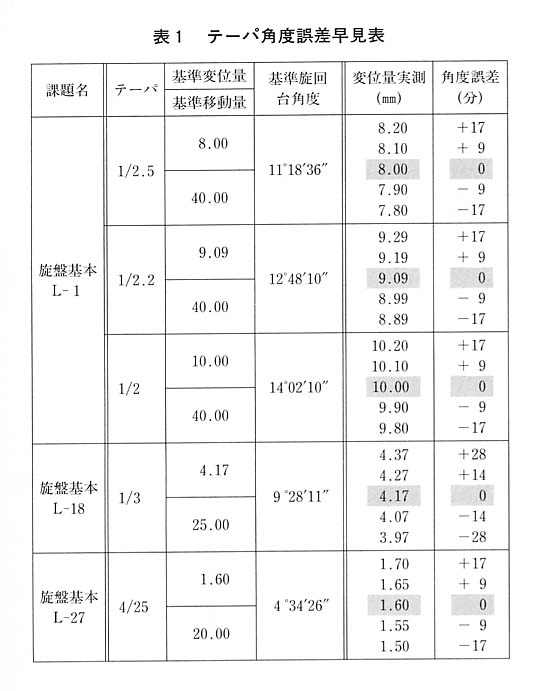
また,指定されたテーパ(角度)との誤差を求める場合は,表1(テーパ角度誤差早見表)を併用する。
3.3 偏心量の測定方法
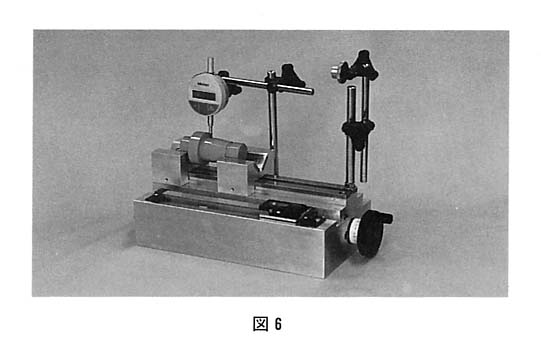
① 被測定物の同心,同径の部分をVブロックにセットする(図6)。
② 被測定物を回転させ,ダイヤルゲージが最小(または最大)数値を表示した時点で,ゼロにセットする。
③ 被測定物を回転させ,ダイヤルゲージの最大(最小)の変位量(h)を読み取る。
偏心量=h/2
4.教材の効果
勾配の測定においては,特にバイスを旋回させて勾配加工を行った課題の測定および採点の場合,今までのようにバイスの平行出しをしたり,フライス盤があくのを待って測定するなどといった煩雑さから解放された。また,採点時においても,変位量がデジタル数値で表されるため,より正確に行えるようになった。
旋盤作業におけるテーパ加工の採点においては,角度の採点項目を加えることによって,より正確なものとなった。
また,てこ式ダイヤルゲージを使用することで内径のテーパ角の測定も可能になり,オス,メスのはめ合い誤差を数値で表すことができ,はめ合わせに対する生徒の理解も,より深めることができた。勾配のはめ合わせについても同様である。
5.反省と今後の課題
(1) 素材の選定
主要部品の素材の選定についてである。加工法を優先した結果アルミニウム材を使用したが,本未は耐摩耗性を考慮し,熱処理が可能な鋼を使用すべきであった。これは,構想の段階で,本器がはたして測定器として使用可能なものか確信がなかったため,前述のとおり加工性を最優先した結果である。
(2) テーブルとVブロックの取り付け精度
テーブルとVブロックの両方向の振れの問題である。これに関しては,「2.2 機器の構成」で一部触れているが,理想的にはVブロックとテーブルとの接触面を山型とし,面方向の振れを理論的になくすべきであった。
(3) ダイヤルゲージの取り付け方
ダイヤルゲージのベースへの取り付けは,市販のスタンドを使用した。当初はハンドルによる昇降装置を備え,ダイヤルゲージのスピンドルをVブロックの中心およびテーブル上面に対する垂直線上におく構想であった。本器を実際に使用してみると,ダイヤルゲージのセットに少々手間どるため,測定の正確さと迅速さの確保に前述の装置を備えたい。
(4) テーブル送り装置
おねじをべース側に固定したため,ハンドル正回転(右回り)でのテーブル送り方向が逆(後退)になってしまった。右ねじを使用した場合,ギヤを介さなければ正方向(前進)の送りが得られないなど構造が複雑になるため,簡便な方法を選んだ。
6.おわりに
機械工作の分野でもますますの技術革新が進む中で,われわれが果たす役割は,訓練生に対して十分な基礎技能を習得させることである。その中で,より正確な加工に対する意識を向上させる意味でも,本教材は有効であると考えられる。
実技指導中のふとした思いつきを,形にすること,そこから発展させることが,ひいては訓練指導に大きな効果を発揮してくれることを改めて実感した。
今後も,訓練生の技能習得の手助けとなるべく,よりよい教材作成を心がけていきたいと思う。
最後に,本教材作成にあたってご指導,ご協力いただいた皆様に深く感謝いたします。